以下是:精密焊管服务为先的产品参数
| 最小起订 | 0 |
|---|
| 质量等级 | 优 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q345 Q235等 |
|---|
| 产品品牌 | 鹏鑫 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 原色 |
|---|
| 适用领域 | 机械等 |
|---|
| 是否进口 | 否 |
|---|
以下是:精密焊管服务为先的图文视频
精密焊管服务为先,鹏鑫钢铁有限公司专业从事精密焊管服务为先,联系人:李经理,电话:15106358106、15106358106,QQ:595117986,发货地:聊城山东聊城经济开发区武夷山路发货到湖南省 邵阳市 双清区、大祥区、北塔区、邵东市、新邵县、隆回县、洞口县、绥宁县、新宁县、武冈市,以下是精密焊管服务为先的详细页面。 湖南省,邵阳市 2022年,邵阳市实现地区生产总值2599.18亿元,同比增长5.1%。
我们为您准备了精密焊管服务为先产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:精密焊管服务为先的图文介绍
鹏鑫钢铁有限公司主营: 湖南邵阳无缝钢管。 公司产品质量过关,价格优惠,欢迎来电咨询,相信我们精心的努力,完善的服务体系,一定会得到大众的认同。我们始终奉行“质量di yi、诚信为本、开拓进取、客户至上”的经营理念为宗旨,并热情欢迎新老客户与我们建立长久的业务,谋求双赢。 z u i主要的是我们价格很优惠,质量很过关!量大的还可以价格从优!总之我们的服务宗旨是质量di yi,薄利多销!李经理


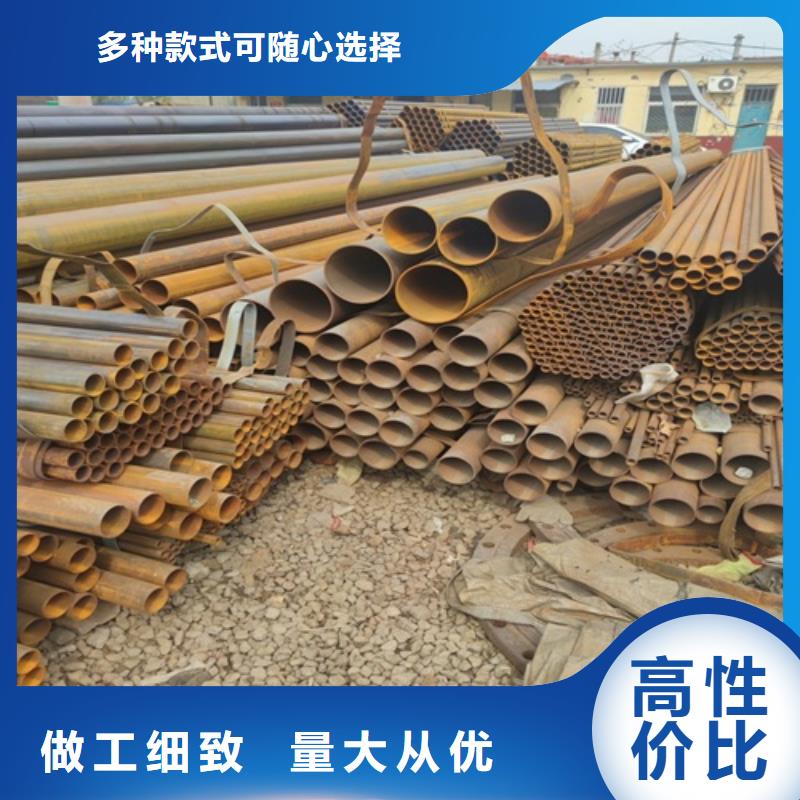
冷轧焊管工艺流程 冷轧焊管具有承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口压扁无裂缝等特点,冷轧焊管主要用于机械结构、液压设备及汽车摩托车的气动或液压元件,如气缸或油缸等。 冷轧焊管生产基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷拔—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。 冷轧焊管生产需要注意事项: 1、毛管 冷轧焊管毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 2、复检 冷轧焊管与普通冷拔钢管相比,冷轧焊管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。 3、工具 一般冷轧焊管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉拔过程中不能出现顶头或模具粘钢现象。 4、退火 退火在所有的冷轧焊管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷轧焊管需要配置无氧化光亮退火炉设备。 5、酸洗 冷轧焊管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl。 6、润滑 冷轧焊管应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,拔制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。 生产冷轧焊管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。






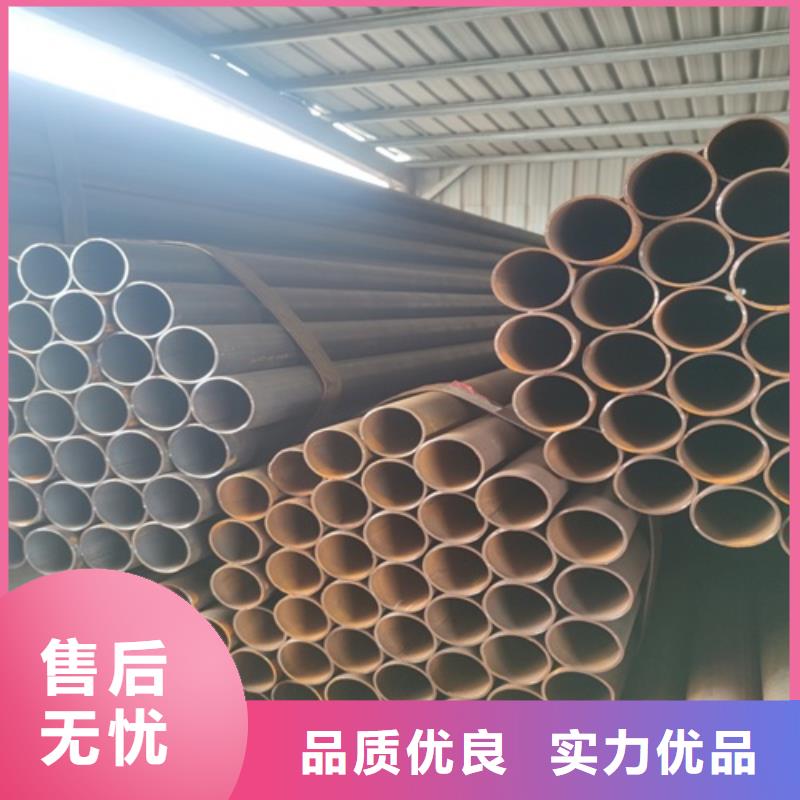
Q345C焊管详解:按制造方法分为热轧(挤、扩)钢管,冷拔,精轧等。交货状态:钢管经热处理并酸洗交货,凡经过整体磨、镗或经保护气氛热处理的钢管以及供机械加工用的钢管可不经酸洗交货(在合同中注明) 1、 液压试验:钢管应逐渐进行液压试验,不得出现渗透。公式计算公式:P=2SR/D P—试验压力(Mpa) S---钢管公称壁厚(mm) D—钢管公称外径(mm) R—允许应力 2、压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H—平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a—单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。 3、卷边试验:卷边宽度不得小于公称内径的12%,也不得小于公称壁厚的1.5倍,卷边角为90度,卷边后式样卷边处不得出现裂缝和裂口。 4、弯曲试验:外径小于等于22mm的钢管应进行弯曲试验,弯曲角度为90度,弯心半径为钢管外径的6倍,弯曲处不得出现裂缝和裂口, 5、扩口试验:壁厚小于8mm的钢管可进行扩口试验,顶心锥度为30度,45度,60度中的一种,扩口后试样上不得出现裂缝和裂口。



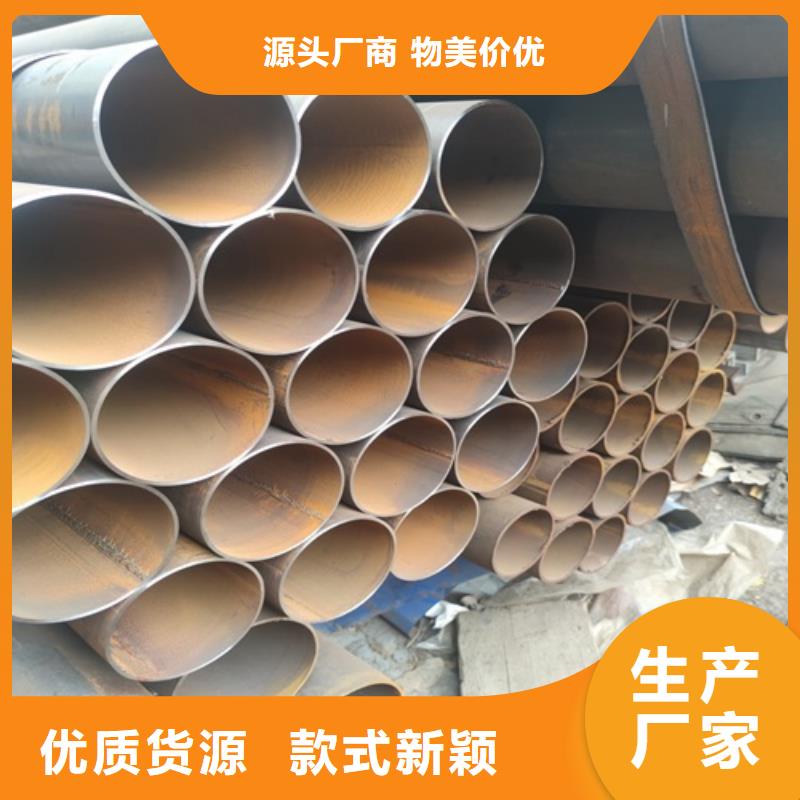
小口径焊管酸洗钝化的步骤: 1、准备工作 2、化学除油,化学除油采用槽内浸泡方式,除油槽用钢板制作,内壁铺PVC或聚乙烯。小口径焊管在槽内浸泡时,应注意放置的位置,避免管内存留空气。浸泡过程中应上下前后移动或翻动管件,使内腔溶液不断更换,以提果。必要时取出管件,用水气冲洗后再进行浸泡。 3、热水漂洗,除油后的焊管从除油槽内取出,浸泡在40℃~60℃左右的热水槽内漂洗,时间5~20分钟,热水槽用钢板制作,内壁铺PVC或聚乙烯。水中氯离子含量小于25ppm。 4、用水冲洗,水漂洗过的管件用压力水(压力P≥0.1Mpa)进行冲洗。 5、钝化 6、干燥 经过钝化的管件,要抓紧用洁净的压缩空气或氮气吹干,并且必须有足够的时间(至少2小时)使之在空气中自然钝化。 7、检验 管件经钝化后,应进行自检、互检,然后提交质检员按要求进行验收。 8、保护 1) 如外表面需要进行油漆的焊管,则按照涂装要求进行。 2) 检验合格后的管件用塑料塞封口,用三防布进行包扎保护,并进行标识。
精密焊管服务为先_鹏鑫钢铁有限公司,固定电话:15106358106,移动电话:15106358106,联系人:李经理,QQ:595117986,山东聊城经济开发区武夷山路 发货到 湖南省邵阳市。